Tech Tip Tuesday: Maximize The Production Life of Print Heads
Comments Off on Tech Tip Tuesday: Maximize The Production Life of Print HeadsIt is very important that whether it is an operator or maintenance that care is always taken when working with drop-on-demand print heads. They are generally expensive and delicate. If you want to maximize the production life of print heads only trained personal should be handling them. A filtration of some sort should be used between the supply of ink and print head to filter out impurities before reaching the head. For UV curable inks with heads stray UV should be shielded, and take precaution to keep from over exposure and curing of the face plate.
To maximize the production life of print heads care must be taken by keeping the head and especially the face plate clean. Use the appropriate flush for the ink set being used. Not all flush is compatible so if not certain call your ink supplier. Wipe the heads prior to printing with the flush and a clean lint free head wipe. Maintenance jetting or head cleaning should be done daily/weekly to exercise all jets in the head depending on usage. While printing all nozzles may not be printing so this exercise ensures all nozzles fire. It is then best to perform a jet test. By doing so you will actually print on to a substrate to witness a pattern/image of the individual nozzles firing. Doing this routine on a daily basis ensures you see a possible problem before it become unrecoverable. Many heads are recoverable if taken care of and signs of blockage are caught early enough and no physical damage to the head. Talk to your ink/head supplier for possible head recovery procedures or service.
Check out our industrial inkjet printers at www.epsvt.com there you can also find more information about Engineered Printing Solutions custom solutions, standard pad printers, industrial inkjet, consumables and other auxiliary equipment. Email info@epsvt.com or call 1-800-272-7764 if you would like more information.
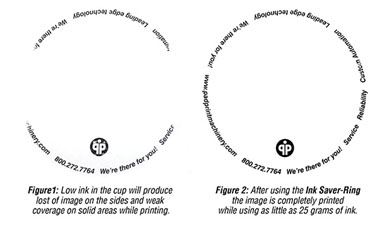 Figure 1 shows what normally happens to a printed image when the ink does not disperse evenly and tends to leave the sides unprinted. Solid areas can also be affected with weak print opacity.
Figure 1 shows what normally happens to a printed image when the ink does not disperse evenly and tends to leave the sides unprinted. Solid areas can also be affected with weak print opacity. Before printing on any parts there are several factors which are of vital importance: ink mixing, product cleanliness and substrate additives. Regardless of proper ink preparation and chemistry, surface contamination, blooming and mold release agents may all interfere with your ability to achieve satisfactory adhesion.
Before printing on any parts there are several factors which are of vital importance: ink mixing, product cleanliness and substrate additives. Regardless of proper ink preparation and chemistry, surface contamination, blooming and mold release agents may all interfere with your ability to achieve satisfactory adhesion.